MSQS
 Plant employees wear special uniforms. Prior to entering manufacturing areas, employees are required to change shoes, remove dirt and particles attached to their uniform, carefully wash their hands with soap and disinfect their hands with alcohol.
Plant employees wear special uniforms. Prior to entering manufacturing areas, employees are required to change shoes, remove dirt and particles attached to their uniform, carefully wash their hands with soap and disinfect their hands with alcohol.
 Inspections are conducted at every stage of the manufacturing process, including before receiving raw materials and raw milk. Prior to shipment, both instrument-based inspections and human-based inspections are conducted to ensure only passed products are shipped.
Inspections are conducted at every stage of the manufacturing process, including before receiving raw materials and raw milk. Prior to shipment, both instrument-based inspections and human-based inspections are conducted to ensure only passed products are shipped.
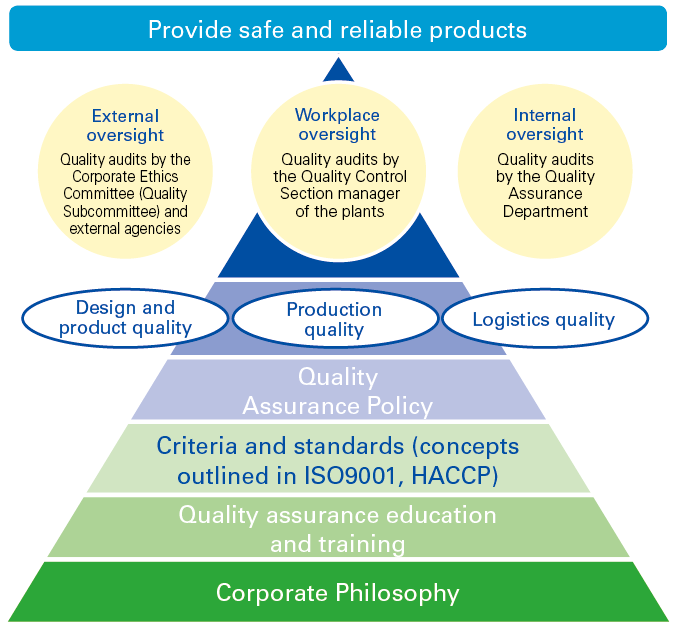
 We work to improve our quality assurance system through quality audits, which include external oversight by the Corporate Ethics Committee (Quality Subcommittee) and external agencies, internal oversight by the Quality Assurance Department, and workplace oversight by each Quality Control Section manager of the plants.
We work to improve our quality assurance system through quality audits, which include external oversight by the Corporate Ethics Committee (Quality Subcommittee) and external agencies, internal oversight by the Quality Assurance Department, and workplace oversight by each Quality Control Section manager of the plants.
 A group of external experts in quality and hygiene management conducts plant audits and exchanges opinions with employees. Plants draft and implement improvement proposals in response to audit recommendations and issue reports to the Corporate Ethics Committee. During FY2017, audits were conducted at eight plants in Japan.
A group of external experts in quality and hygiene management conducts plant audits and exchanges opinions with employees. Plants draft and implement improvement proposals in response to audit recommendations and issue reports to the Corporate Ethics Committee. During FY2017, audits were conducted at eight plants in Japan.
 Products are kept in refrigerated storage to maintain quality and delivered by truck to delivery sites. Chilled products are shipped via special refrigerated trucks to ensure temperature control.
Products are kept in refrigerated storage to maintain quality and delivered by truck to delivery sites. Chilled products are shipped via special refrigerated trucks to ensure temperature control.